The core function is to separate mixed water, oil and gas components in fluid media, remove liquid moisture and impurity droplets, ensure the purity of gas or water medium, and protect subsequent precision equipment and production processes. In industrial operation, mixed moisture and emulsified impurities easily cause pipeline corrosion, component wear, instrument failure and unqualified product quality. This article systematically explains the basic working principle, core separation technologies, mainstream structural types, complete working processes and technical advantages of industrial water separators, providing in-depth technical reference for equipment selection, operation and technical research.
1. Basic Working Principle of Water Separators
Industrial water separation technology mainly relies on physical property differences between different media, including density difference, inertia difference, interfacial tension and coalescence characteristics. Most conventional water separators adopt pure physical separation without chemical additives, featuring environmental protection, low loss and high stability. The core logical principle can be summarized into four basic physical mechanisms.
Gravity Sedimentation Principle: Based on the density difference between water, oil and gas. Water droplets have higher density than oil and gas media. When the fluid flow rate is reduced in the separation chamber, suspended water droplets and impurity particles gradually settle to the bottom of the equipment under natural gravity, while low-density oil floats upward and pure gas or water flows out, realizing preliminary medium stratification separation.
Inertial Centrifugal Separation Principle: The fluid is guided by the internal flow channel to generate high-speed swirling motion. Due to different inertial mass, heavy water droplets and particulate impurities are thrown to the inner wall of the separation cavity under centrifugal force, gather along the wall and settle down, while light pure gas continues to flow along the central channel. This principle is mainly used for rapid removal of large-particle liquid water in gas-water separation scenarios.
Coalescence Separation Principle: For fine emulsified water droplets that are difficult to settle by gravity alone, oleophilic and hydrophobic coalescing media are adopted. Tiny dispersed water droplets continuously collide, adsorb and aggregate on the surface of the medium to form large-diameter water droplets. The increased droplet weight and density accelerate sedimentation and separation, effectively solving the separation problem of micro-fine emulsified water.
Filtration and Adsorption Principle: Equipped with high-precision filter elements and adsorption materials, it intercepts tiny water mist, residual droplets and impurity particles in the fluid. Through physical screening and molecular adsorption, it removes trace moisture that cannot be separated by gravity and centrifugal force, achieving deep purification effect.
2. Mainstream Classification and Technical Characteristics
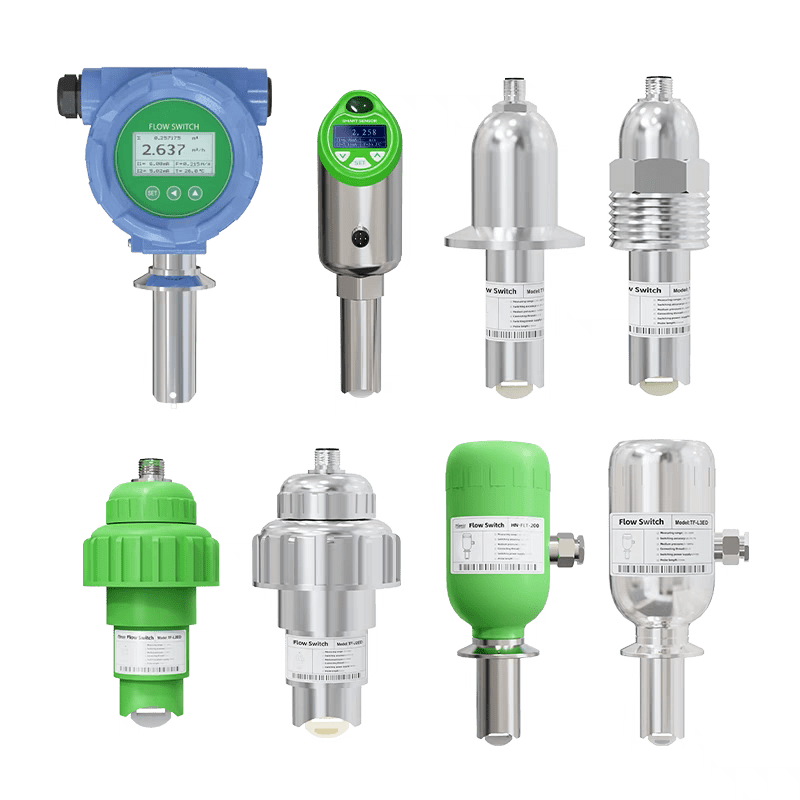
According to application media and technical routes, industrial water separators are divided into three mainstream types, with distinct technical characteristics and applicable scenarios, forming a full-range separation system from coarse separation to deep purification.
2.1 Gas-Water Separator
Mainly applied to compressed air systems, industrial flue gas and pipeline gas transmission. It adopts centrifugal swirling + gravity double separation technology. The high-speed rotating airflow separates bulk liquid water and large dust particles, and the residual fine water mist is further removed through the built-in deflector and settling cavity. This type of separator has the advantages of large treatment capacity, low resistance and no consumable loss, and is mostly used for primary coarse purification of gas media to protect subsequent precision filters and pneumatic equipment.
2.2 Oil-Water Separator
Focusing on industrial wastewater and oil-containing fluid treatment, it integrates gravity stratification, coalescence separation and automatic skimming technology. It effectively separates floating oil, dispersed oil and emulsified oil in water. The equipment uses special coalescing filler to break the stable state of emulsified oil droplets, promote oil droplet aggregation and floating, and realize thorough separation of oil and water. It is widely used in petrochemical, machinery processing, catering wastewater and industrial circulating water treatment.
2.3 Fuel-Water Separator
Specialized purification equipment for diesel, gasoline and other fuel media. Utilizing the obvious density difference between water and fuel, large-particle water droplets settle rapidly by gravity. Combined with multi-stage filter media intercepting fine water mist and impurities, it removes moisture and sediment in fuel, avoids water-caused engine wear and fuel combustion efficiency reduction, and is standard supporting equipment for power machinery and vehicle fuel systems.
3. Core Key Technologies
The stable and efficient performance of high-end industrial water separators benefits from optimized structural design and upgraded core technologies. The key technical breakthroughs are reflected in flow field optimization, coalescence medium performance, intelligent liquid discharge and anti-interference design.
3.1 Optimized Cyclone Flow Field Separation Technology
Traditional separators have unstable swirling flow fields, which easily cause secondary entrainment of water droplets and reduce separation efficiency. The optimized guide vane structure forms a stable layered swirling flow, which uniformly controls the fluid velocity gradient. It maximizes the centrifugal separation effect while avoiding turbulent flow disturbance, ensuring that more than 98% of bulk liquid moisture can be separated in the primary stage, greatly improving overall separation efficiency.
3.2 High-Efficiency Coalescing Medium Technology
The core of deep separation lies in high-performance coalescing materials. The optimized reticular polyurethane-polyether composite medium has strong oleophilic hydrophobic characteristics. It can capture micron-level tiny emulsified water droplets, promote rapid collision and growth of droplets, and realize efficient separation of difficult-to-treat emulsified mixed liquid. Compared with traditional single-layer filter materials, the coalescence technology improves the removal rate of micro-water droplets by more than 40%.
3.3 Automatic Liquid Drainage and Pressure Stabilization Technology
Equipped with high-sensitivity induction drainage components and pressure balance valves, the equipment can automatically sense the liquid level of settled water and oil impurities. It realizes timed and quantitative automatic drainage without manual intervention, effectively avoiding excessive liquid accumulation affecting separation effect. The built-in pressure stabilization structure maintains stable internal operating pressure, prevents flow fluctuation and pressure impact, and ensures continuous and stable operation of the system.
3.4 Multi-Stage Composite Purification Technology
Integrating centrifugal separation, gravity sedimentation, coalescence aggregation and precise filtration into one unit, the multi-stage composite process realizes gradient purification. The first stage removes bulk liquid and large particles through centrifugal swirling; the second stage settles residual droplets by gravity; the third stage coalesces fine emulsified impurities; the final stage performs precise filtration and purification. The composite technical route completely covers coarse separation and deep purification, solving the problem of incomplete separation of single-process equipment.
4. Complete Standard Working Process
All types of industrial water separators follow standardized closed-loop working procedures to ensure stable and efficient separation effects.
Step 1: Flow Stabilization and Pressure Reduction: The incoming fluid enters the buffer cavity, and the internal pressure and flow rate are stabilized through the pressure reduction and flow distribution structure to avoid turbulent flow interference and create a stable separation environment.
Step 2: Primary Centrifugal Separation: The fluid passes through the guide vane to form a high-speed swirling flow. Heavy water droplets, oil stains and particulate impurities are thrown to the cavity wall and gather downward to complete primary separation of bulk moisture.
Step 3: Gravity Sedimentation Stratification: The fluid flow rate decreases in the large-capacity settling cavity. Fine droplets that are not separated by centrifugal force settle slowly by gravity, and oil-water stratification is formed under the action of density difference.
Step 4: Deep Coalescence Purification: The fluid passes through the high-efficiency coalescing medium. Tiny emulsified droplets are captured and aggregated into large droplets, which settle rapidly to realize deep removal of micro-moisture.
Step 5: Precise Filtration and Outlet Purification: The residual trace impurities and water mist are intercepted by the precision filter element, and the purified medium is stably output.
Step 6: Automatic Drainage and Dirt Removal: The accumulated separated water and oil impurities are automatically discharged through the drainage valve according to the liquid level, ensuring no liquid accumulation inside the equipment and maintaining long-term stable operation.
5. Core Technical Advantages
Compared with traditional simple separation equipment, modern high-performance water separators have obvious technical advantages in separation efficiency, operating stability and operation cost.
High Separation Precision and Efficiency: The multi-stage composite process realizes efficient removal from bulk liquid to micron-level micro-moisture, with overall water removal efficiency higher than 99%, effectively meeting industrial high-purity medium requirements.
Low Resistance and Energy Saving: The optimized flow field design reduces fluid resistance loss, does not affect the normal pressure and flow of the pipeline system, and realizes energy-saving operation without additional power consumption.
Long Service Life and Low Maintenance: The main body adopts anti-corrosion and wear-resistant structural design. The core coalescing medium is washable and reusable, avoiding frequent replacement of consumables, greatly reducing later operation and maintenance costs.
Strong Working Condition Adaptability: It can stably adapt to fluctuating flow rate, variable pressure and complex impurity working conditions, with strong anti-interference ability and stable separation performance in harsh industrial environments.
6. Industrial Application Scenarios
Water separators are widely used in various industrial scenarios requiring medium purification and impurity removal. In compressed air systems, they remove condensed water in pipelines to protect pneumatic valves, cylinders and precision instruments; in petrochemical and oilfield production, they realize oil-water separation of production wastewater to meet discharge and recycling standards; in fuel supply systems, they purify fuel moisture and impurities to improve combustion efficiency and protect power equipment; in industrial circulating water and sewage treatment, they remove oil pollution and suspended water droplets to optimize water quality and ensure stable system operation.
7. Conclusion
Water separators rely on physical principles such as density difference, inertial centrifugation and coalescence aggregation to realize efficient separation of water, oil and gas media. With the continuous upgrading of multi-stage composite purification, flow field optimization and intelligent drainage technologies, modern water separators have achieved high efficiency, energy saving and low maintenance performance. As key front-end purification equipment in industrial systems, they can effectively eliminate equipment failure, pipeline corrosion and product quality problems caused by mixed moisture and impurities, providing reliable technical guarantee for standardized, efficient and stable industrial production operation.


Scan the QR code to receive more detailed information.