In industrial settings such as power, petrochemical, chemical, and thermal power, harsh operating conditions involving high temperatures, high pressures, strong vibrations, and complex media are common. Flow monitoring is a core component of process control, safe production, energy consumption metering, and cost accounting. The accuracy and stability of monitoring directly impact enterprise production efficiency and maintenance costs. High-temperature, high-pressure vortex flow meters operate based on the Karman vortex street principle, have no moving mechanical parts, and possess advantages such as temperature and pressure resistance, low pressure loss, wide media compatibility, high reliability, and strong digital compatibility. They are the core equipment for flow monitoring under extreme industrial conditions. Currently, the industry commonly suffers from problems such as improper equipment selection, weak resistance to on-site interference, large metering deviations, inefficient maintenance, and low data utilization, leading to insufficient monitoring efficiency, inaccurate energy consumption statistics, and frequent equipment failures. This article, based on the current application status of multiple industries, identifies core pain points and proposes a feasible flow monitoring efficiency optimization solution to help enterprises achieve accurate metering, safe and stable production, and cost reduction and efficiency improvement.
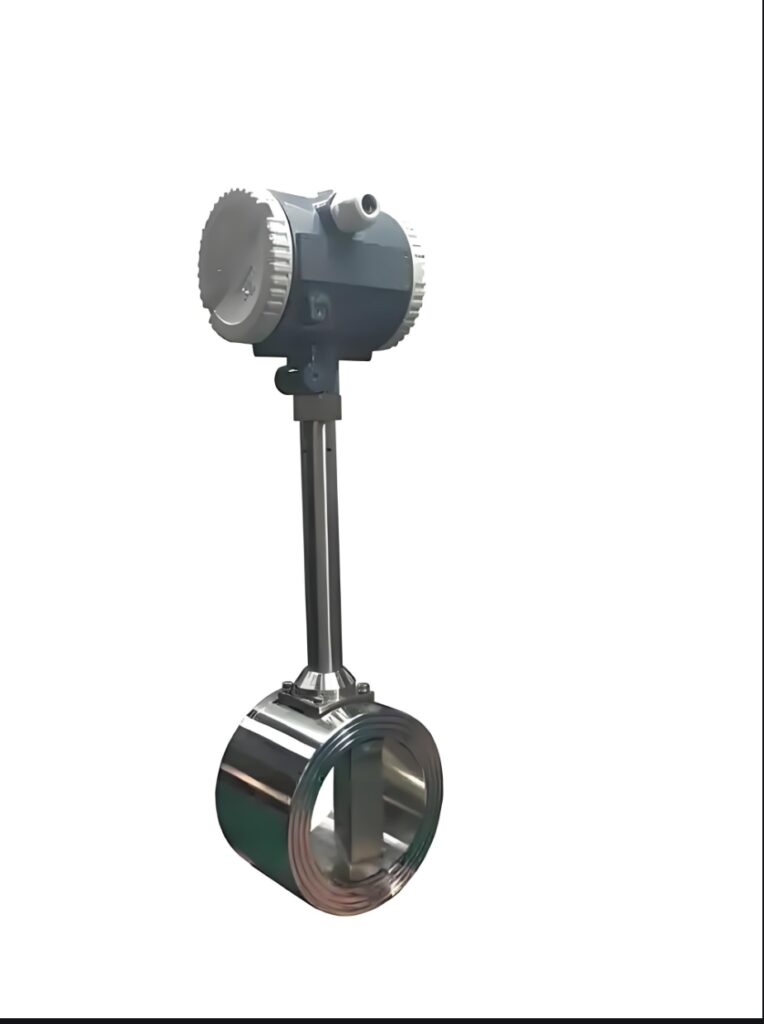
This flow meter boasts significant advantages in its core adaptability, capable of withstanding high temperatures and pressures, exhibiting wear resistance and low failure rates. It is compatible with various industrial media, including steam, high-temperature gases, and high-pressure liquids, supports digital signal transmission, and caters to both process monitoring and trade metering needs. Compared to traditional flow meters such as orifice plates and rotors, it is better suited to harsh industrial conditions. Its main applications lie in four core industries: in the power and thermal power sector, it is primarily used for monitoring the flow of high-temperature, high-pressure steam and flue gas to ensure stable unit operation; in the petrochemical sector, it is adapted to high-temperature corrosive process media to ensure continuous production and process safety; in the paper and printing industry, it is mainly used for steam energy consumption metering to contribute to stable process quality; and in urban heating and industrial pipeline networks, it is used for trade settlement of steam and high-temperature hot water and for monitoring pipeline losses.
Although the operating conditions vary across industries, common monitoring pain points are concentrated: First, the equipment selection is generalized and not adapted to the temperature, pressure, and media characteristics on site, resulting in poor adaptability to operating conditions; second, there is serious on-site interference, such as pipeline vibration, high temperature drift, and media scaling and wear, which can easily cause signal distortion and data drift; third, the monitoring functions are incomplete, with most equipment lacking dynamic temperature and pressure compensation, resulting in large measurement errors under fluctuating operating conditions; and fourth, the operation and maintenance mode is extensive, lacking standardized installation, calibration, and maintenance mechanisms, leading to widespread problems of equipment exceeding its service life and delayed handling of faults.
To address the above issues, comprehensive optimization is implemented across six dimensions: equipment, hardware, algorithms, installation, operation and maintenance, and digitalization. First, customized and precise model selection involves matching corrosion-resistant, explosion-proof, vibration-resistant, and wide-range models to industry operating conditions, using high-strength, temperature- and pressure-resistant materials to avoid compatibility issues from the outset. Second, hardware anti-interference upgrades utilize a split-type anti-vibration structure, wear-resistant and scale-resistant blunt bodies, and high-temperature components to enhance the equipment’s vibration resistance, high-temperature resistance, and dirt resistance, adapting to complex field environments. Third, intelligent algorithm optimization incorporates dynamic temperature and pressure compensation algorithms and adaptive filtering technology to automatically correct operating condition fluctuations and filter field interference signals, controlling metering errors within ±1%, while accurately identifying abnormal flow rates, equipment malfunctions, and pipeline leaks. Fourth, standardized installation management strictly adheres to straight pipe section installation standards, optimizes installation locations based on media characteristics, standardizes grounding wiring and commissioning calibration, and eliminates metering deviations caused by human error during installation.
Simultaneously, a full-cycle intelligent operation and maintenance system is established, implementing a routine management model of daily inspections, periodic calibrations, fault early warnings, and ledger traceability. Preventative maintenance is achieved through equipment self-diagnosis, reducing failure rates and downtime losses. Digital upgrades are promoted by connecting flow meters to industrial control and cloud-based energy consumption platforms, enabling real-time uploading of flow, temperature, pressure, and equipment status data, remote monitoring, automatic reporting, and anomaly alarms. This breaks down data silos and upgrades from single-point monitoring to comprehensive intelligent management.
The solution implementation involves four main steps: operational condition surveying and measurement, equipment modification and upgrading, system integration and debugging, and operation and maintenance training and management. The process is clear and highly implementable. After implementation, multiple benefits can be achieved: significantly improved metering accuracy, completely resolving metering distortion issues caused by operational condition fluctuations, ensuring compliance in trade settlements and precise process control; early detection of potential production hazards, reducing unplanned downtime and strengthening safety production defenses; precise identification of energy waste and pipeline losses, effectively reducing production and operation and maintenance costs; and digital and visualized management of flow monitoring, improving the enterprise’s refined and intelligent production management level, providing strong support for stable production, increased efficiency, and energy conservation in industrial enterprises.