Compressed air is a core power source in beverage production, widely used in the entire process of filling, bottle blowing, sealing, conveying, and cleaning. It is a public utility system with a very high energy consumption in beverage companies. Most beverage production lines operate continuously year-round, with complex pipeline layouts and numerous points of leakage. Pipe joints, valves, aging pipelines, and equipment interfaces are prone to hidden leaks. Industry data shows that the overall leakage rate of compressed air in beverage factories is generally as high as 20% to 35%, posing a long-standing challenge of “invisible, undetectable, and uncontrollable” leakage, resulting in wasted electricity, unstable air supply pressure, decreased product qualification rates, and increased production costs. Traditional manual leak detection and overall metering methods are inefficient and inaccurate, unable to locate leaks or quantify losses. In contrast, vortex flow meters, with their advantages of no mechanical wear, low pressure loss, high precision, wide range, and adaptability to clean operating conditions, can accurately monitor compressed air flow by zone and equipment, completely solving the pain points of air leakage control in beverage companies, helping factories save energy, reduce costs, and stabilize production.
There are four core pain points in compressed air leakage management for beverage companies. First, hidden leaks are difficult to detect. Production lines have numerous branching pipelines and scattered equipment locations. Minor leaks often have no obvious sound or change in operating conditions, and manual inspections can only detect large leaks, with over 90% of minor, hidden leaks going unnoticed for a long time. Second, losses cannot be quantified. Traditional methods rely solely on the overall air consumption meter to calculate usage, lacking zoning and equipment-specific metering data. This makes it impossible to distinguish between effective air consumption and leakage losses, leaving energy waste untraceable. Third, operating conditions fluctuate significantly. Beverage production is frequently started and stopped, and air load fluctuates considerably. Under low-flow leakage conditions, the accuracy of traditional flow meters drops drastically, failing to detect even slight leaks. Fourth, maintenance and management are lacking. The absence of data support leads to the long-term accumulation of leaks. Issues such as pipeline aging and valve seal failure cannot be predicted in advance, resulting in continuous performance losses and potential production hazards.
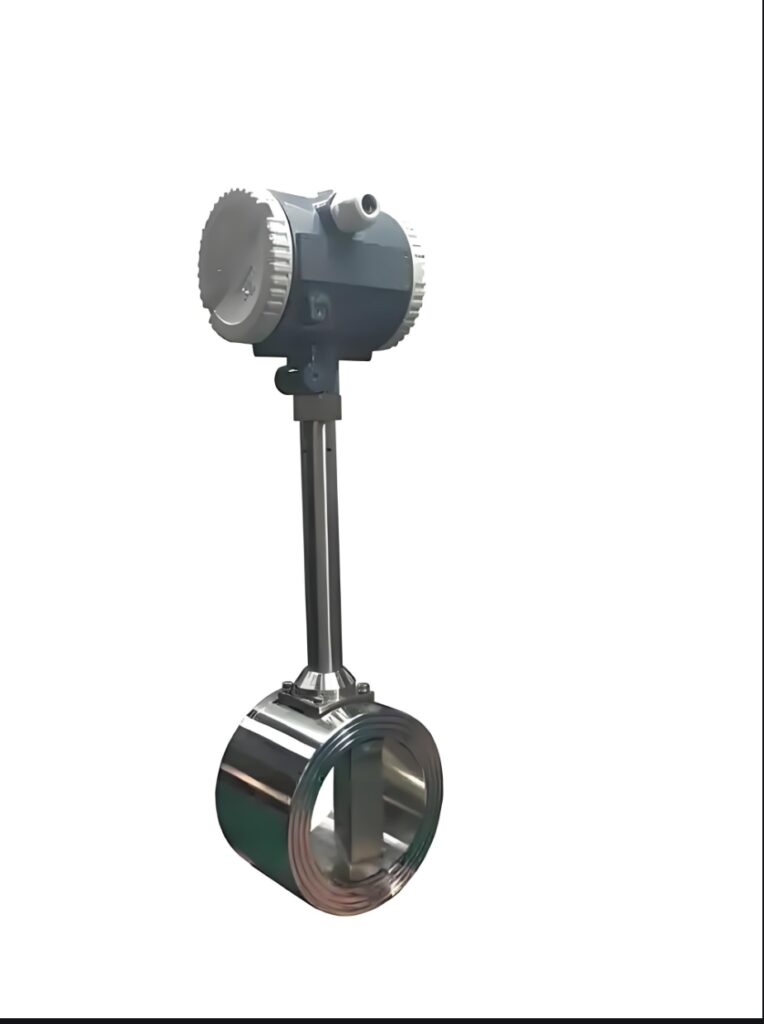
Vortex flow meters are highly adaptable to the clean, continuous, and fluctuating gas usage conditions in the beverage industry, making them the optimal solution for air leakage control. Based on the Karman vortex street principle, this device has no moving mechanical parts, is less prone to dust accumulation and jamming, meets the cleanliness and hygiene requirements of food and beverage production, and features low pressure loss, high stability, and minimal maintenance. It also incorporates adaptive filtering and a wide-range algorithm, accurately adapting to the fluctuating gas usage conditions in beverage factories. It can monitor high-flow gas usage at full capacity and detect minute leaks during standby, with measurement errors controlled within ±1%, perfectly solving the problem of low-flow monitoring failure in traditional equipment.
For the air leakage control needs of beverage companies, a zoned, refined monitoring optimization solution can be implemented. First, a grid-based deployment is implemented, abandoning the extensive metering model of a single main meter. Vortex flow meters are installed at the main outlet of the air compressor station, workshop branch pipelines, blow molding machines, filling machines, and other key gas-using equipment, constructing a three-level flow monitoring system of “main station – zone – individual equipment”.
Secondly, intelligent operational condition comparison and monitoring is implemented. By collecting flow data in real time during both normal production and standby/shutdown states, the baseline gas consumption is accurately calculated. In the event of an anomaly where there is no production but continuous flow, the system automatically identifies a leak and triggers an alarm. Simultaneously, leveraging the equipment’s built-in temperature and pressure compensation function, metering deviations caused by fluctuations in workshop temperature, humidity, and air pressure are corrected, ensuring accurate and reliable leak detection data.
A simplified digital management and control system is also established, connecting all vortex flowmeter data to the factory’s energy consumption monitoring system. This enables real-time display of flow data, historical traceability, automatic alarms for anomalies, and automatic report generation. Through big data analysis of gas consumption efficiency in different areas and on different equipment, high-leakage points are accurately located, guiding maintenance personnel to address them directly, replacing the traditional blind inspection model. A routine management and control mechanism is also established, regularly comparing gas consumption data and combining it with equipment maintenance records to proactively identify potential problems such as pipeline aging and seal failure, achieving a management upgrade from passive leak plugging to proactive prevention.
This solution is suitable for the production characteristics of the beverage industry, is simple to implement, has low modification costs, and offers significant energy-saving benefits.
After implementation, the factory’s air leakage rate can be reduced from 20%~35% to less than 10%, significantly reducing the power consumption of air compressors, stabilizing the air supply pressure on the production line, reducing problems such as filling deviations and equipment failures caused by air pressure fluctuations, and improving product yield. At the same time, it enables refined and visualized control of compressed air energy consumption, providing accurate data support for enterprise energy consumption assessment, equipment maintenance, and energy-saving renovation, effectively solving the long-standing problem of air leakage control in the beverage industry, and helping enterprises reduce costs, increase efficiency, and achieve lean production.