The closed circulating water-cooling system can continuously take away residual heat to maintain constant temperature of key components and stable vacuum environment inside the furnace.
In actual industrial production, pipeline blockage, pump failure, water leakage and power fluctuation often lead to cooling water no-flow or insufficient flow. Without timely monitoring and early warning, local overheating of the furnace will occur, resulting in seal aging and damage, vacuum degree drop, and even burning of heating elements, causing huge economic losses and potential safety hazards. As an indispensable safety monitoring component, the water flow switch can realize real-time online monitoring of cooling water flow, trigger no-flow alarm and equipment interlock shutdown in case of flow abnormality, and build the first line of safety protection for vacuum furnace cooling systems.
2. Working Principle of Water Flow Switches for No-Flow Alarm
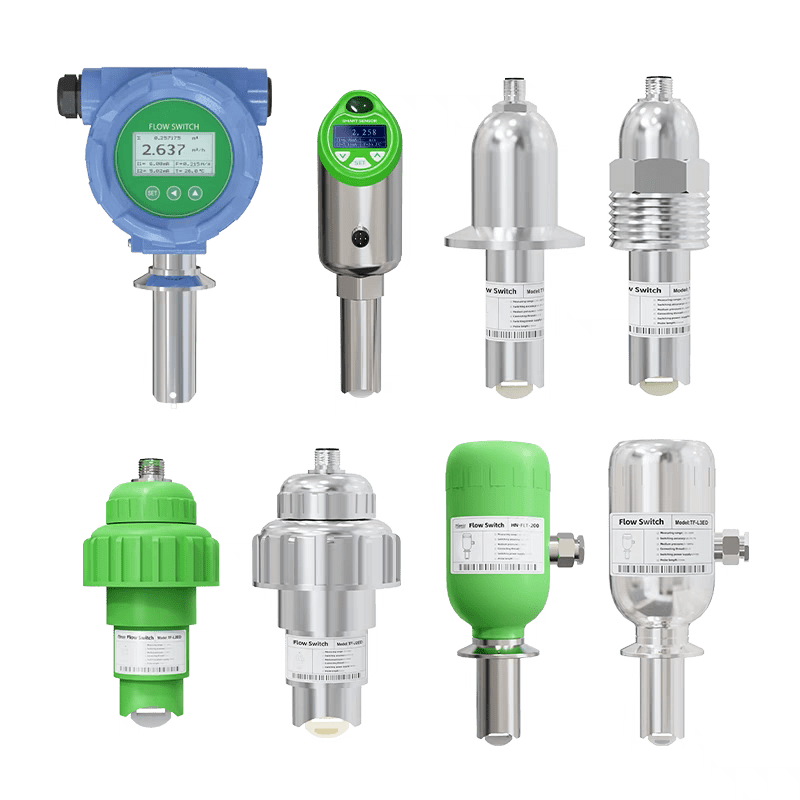
Modern vacuum debinding and sintering furnaces mainly adopt thermal dispersion water flow switches for cooling water monitoring, which are more suitable for industrial circulating water environments than traditional mechanical switches with movable parts. The core working principle relies on the temperature difference sensing technology: the switch probe is equipped with two temperature sensors, one for monitoring water flow temperature and the other for detecting real-time heat dissipation temperature.
When the cooling water circulates normally, the flowing water continuously takes away heat from the probe, forming a stable temperature difference between the two sensors. Once the pipeline is blocked or the water pump fails to cause no-flow or static water, the heat dissipation efficiency decreases rapidly, and the temperature difference between the sensors changes significantly. When the temperature difference exceeds the preset threshold, the switch immediately outputs an electrical signal, transmits the no-flow alarm information to the furnace PLC control system, and realizes audible and visual alarm, cooling system shutdown and furnace heating stop linkage functions, avoiding continuous high-temperature operation without cooling protection.
3. Core Application Advantages in Furnace Water-Cooling Protection
The application of water flow switches in vacuum debinding and sintering furnace no-flow alarm systems has prominent practical advantages. First, it features high monitoring accuracy and rapid response. Different from manual regular inspection, the switch realizes 24-hour uninterrupted real-time monitoring, with a response time of less than one second for no-flow faults, which can capture abnormal signals at the first time and avoid delayed protection.
Second, it adapts to harsh industrial working conditions. The cooling circulating water of vacuum furnaces is prone to scale, rust and tiny impurity precipitation after long-term high-temperature heat exchange. The non-mechanical structure of thermal dispersion flow switches avoids jamming and failure caused by impurity deposition, ensuring long-term stable operation and reducing equipment maintenance frequency.
Third, it realizes intelligent linkage protection. The switch can be perfectly compatible with the automatic control system of the vacuum furnace. In case of no-flow failure, it not only triggers an alarm to remind operators, but also automatically cuts off the heating power and stops the production process, effectively preventing equipment damage and defective products caused by human negligence, and improving the intelligent level of furnace safety protection.
4. Key Application and Installation Specifications
To ensure the reliable operation of no-flow alarm function, the installation and application of water flow switches must comply with standardized process requirements. First, the installation position should be scientifically selected. The switch must be installed on the straight pipe section of the main cooling water pipeline, avoiding elbows, valves and variable-diameter pipe sections that cause water flow turbulence, so as to ensure stable water flow state and accurate detection data.
Second, strict wiring and commissioning standards should be followed. Industrial DC 24V power supply is adopted for power connection, and normally closed signal output mode is matched according to the furnace control logic, to ensure that the alarm can be triggered normally when the power is on and the water flow is abnormal. After installation, pipeline flushing and flow simulation tests must be carried out to calibrate the no-flow threshold, eliminate false alarms and missing alarms, and verify the integrity of linkage protection functions.
In addition, daily maintenance management cannot be ignored. Regular cleaning of the switch probe and pipeline scale, regular inspection of line aging and sealing performance, and seasonal calibration of monitoring sensitivity can effectively extend the service life of the switch and maintain the stability of the no-flow alarm system.
5. Conclusion
The water-cooling system is the core safety guarantee for the normal operation of vacuum debinding and sintering furnaces, and the water flow switch, as a key component of no-flow alarm monitoring, plays an irreplaceable role in equipment safety protection. With its high sensitivity, strong stability and intelligent linkage characteristics, it effectively solves the hidden dangers of equipment overheating and production accidents caused by cooling water interruption and blockage. Scientific application, standardized installation and regular maintenance of water flow switches can significantly improve the fault early-warning capability and operational reliability of furnace cooling systems. In the precision manufacturing of new materials, the popularization and reasonable application of water flow switch no-flow alarm technology provide a solid technical guarantee for safe, stable and high-efficiency production of vacuum debinding and sintering processes.


Scan the QR code to receive more detailed information.